 车削刀具
车削刀具 外圓車刀
外圓車刀 內孔車刀
內孔車刀 切斷切槽刀
切斷切槽刀 螺紋車刀
螺紋車刀 孔加工刀具
孔加工刀具 鉆削刀具
鉆削刀具 鉸削刀具
鉸削刀具 鏜孔刀具
鏜孔刀具 銑削刀具
銑削刀具 整體硬質合金銑刀
整體硬質合金銑刀 PCD銑刀
PCD銑刀 焊接合金銑刀
焊接合金銑刀 鋸片銑刀
鋸片銑刀 舍棄式銑刀
舍棄式銑刀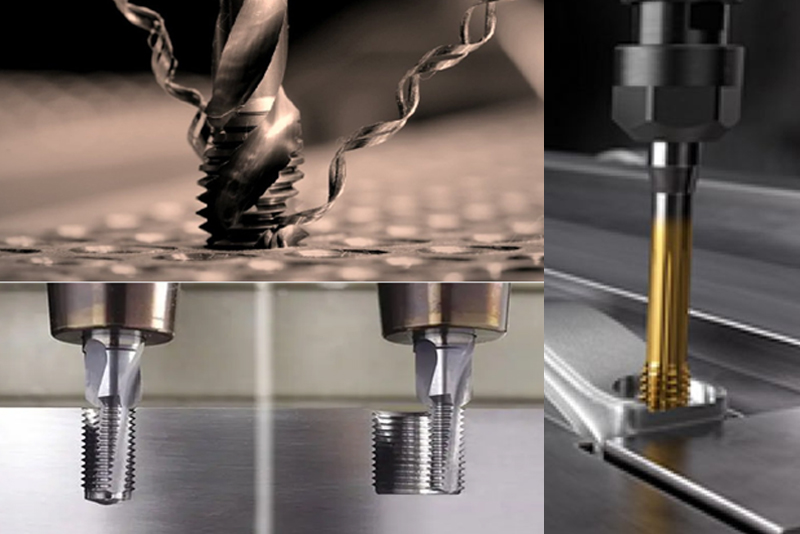 螺纹刀具
螺纹刀具 合金切削絲錐
合金切削絲錐 合金擠壓絲錐
合金擠壓絲錐 合金螺紋銑刀
合金螺紋銑刀 齿轮刀具
齿轮刀具 硬質合金滾齒刀
硬質合金滾齒刀 盤形齒輪銑刀
盤形齒輪銑刀 插齒刀
插齒刀





一、刀具材料選擇
選擇適合的刀具材料是數控機械加工的首要步驟。常用的刀具材料包括高速鋼、硬質合金、陶瓷、立方氮化硼等。選擇的原則應考慮被加工材料的性質、切削速度和加工精度要求。例如,高速鋼適用於加工韌性較大的材料,硬質合金適用於加工硬度較高、耐磨性好的材料。
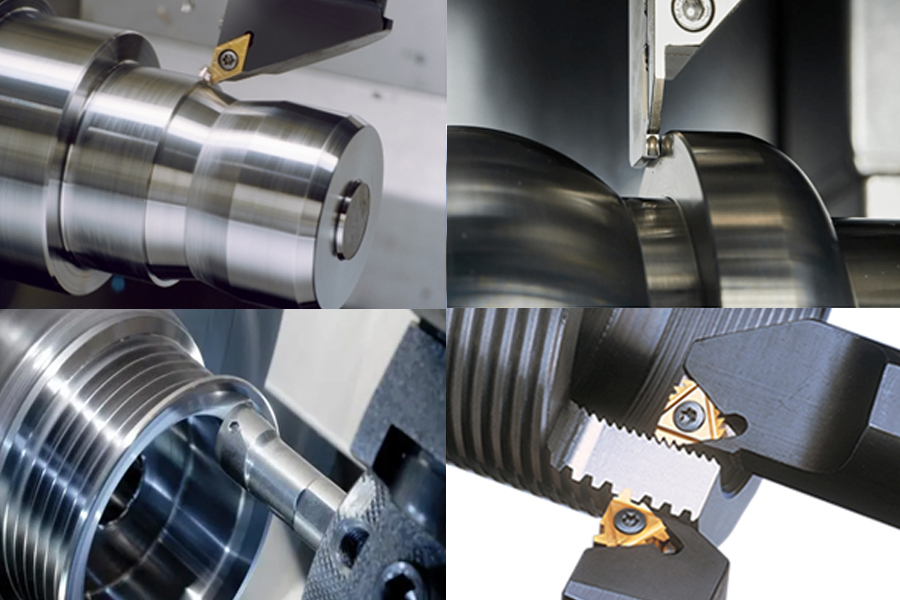
二、刀具幾何參數優化
刀具的幾何參數對切削效果有著直接的影響。參數優化主要包括刀具的前角、後角、主偏角、副偏角以及刀尖形狀等。在保證刀具強度的前提下,盡量減小前角和後角,可以增加刀具的鋒利程度,提高切削效率。同時,合適的刀尖形狀有助於提高刀具的剛性和耐用度。

三、刀具表面塗層技術
表面塗層技術可以提高刀具的耐磨性和抗腐蝕性。常用的塗層材料包括氮化鈦、碳化鈦等。這些塗層材料可以顯著提高刀具的表面硬度和抗磨性,從而延長刀具的使用壽命。
四、刀具刃口強化技術
刀具刃口強化技術是提高刀具鋒利度和耐用度的重要手段。常用的強化技術包括高頻淬火、噴丸強化等。這些技術可以通過提高刀具表面的硬度和抗疲勞性能,顯著提高刀具的耐用度。
五、刀具磨損監測與壽命預測
為了確保加工過程的穩定性和安全性,需要對刀具的磨損情況進行實時監測和壽命預測。常用的監測方法包括視覺監測、聲發射監測等。通過這些方法,可以及時發現刀具的磨損情況,避免因刀具過度磨損而引起的加工誤差和安全隱患。
六、刀具刃口修復技術
在加工過程中,如果刀具刃口出現磨損或崩刃,需要進行及時的修復。常用的修復技術包括研磨修復、電火花修復等。這些技術可以有效地修復刀具刃口,延長刀具的使用壽命。
七、刀具材料與刃口的匹配性
不同的刀具材料和刃口形狀適用於不同的加工需求。在選擇刀具時,需要考慮被加工材料的性質、切削速度和加工精度要求等因素,確保刀具材料與刃口的匹配性。例如,硬質合金刀具適用於高速切削硬金屬材料,陶瓷刀具適用於切削高硬度、高耐磨性的材料。
八、刀具刃口對加工精度的影響
刀具刃口的形狀和鋒利程度直接影響加工精度。刃口過於鋒利可能導致切削力減小,從而影響工件的尺寸精度和表面粗糙度。因此,在選擇刀具時,需要綜合考慮刃口的鋒利程度和穩定性,以確保加工精度的要求。
九、刀具刃口對切削力、切削溫度的影響
刀具刃口的形狀和鋒利程度對切削力和切削溫度有明顯的影響。鋒利的刃口可以減小切削力,降低切削溫度,從而改善加工條件。然而,過小的刃口角度或過薄的刃口可能導致切削力增大,加劇刀具的磨損和破損。因此,在選擇刀具時,需要綜合考慮切削力和切削溫度的影響,以找到最佳的刃口形狀和鋒利程度。
上一篇用於數控金屬加工的鉆頭
下一篇新能源產業發展趨勢